Ich habe vor für unseren Verein eine MPCNC zu bauen. Es handelt sich dabei um eine Tisch-CNC-Fräse, die modular aufgebaut ist und preislich extrem attraktiv. Aber lest selbst:
Google spuckt auch jede Menge Material dazu aus, es gibt auch diverse Videos, in welchen sie in Action zu sehen ist.
Ziel ist eine Bearbeitungsfläche von min. 600mm x 600mm, 150mm Hub. Die Fräse ist mit guten Motor fähig Holz, Kunststoff und mit ein wenig Einschränkung auch Alu zu bearbeiten.
Nächster Schritt wäre das sourcing von dem Komponenten. Dafür werde ich erst eine Liste aller benötigten Komponenten erstellen und dann dürft Ihr gerne mithelfen, geeignete Lieferanten zu finden
Wenn Ihr Fragen, Ideen oder Kommentare habt, bitte melden!
Ich habe dieses Board (Grbl) und Kombination mit einem Arduino Uno im Sinn. Als Steuerungssoftware werde ich wohl Estlcam einsetzen, welche die ganze Konfiguration direkt aufs Arduino schreibt.
Diese Kombination ermöglicht relativ einfach die Integration von Endschaltern und Werkzeuglängensensor.
Ok, ich denke für den Anfang ist das bei dem Preis sicher eine gute Option. Der MPCNC Typ schreibt im Forum, dass er mit den Billigen China-Boards schon zig Stunden mit Debugging verbracht hat, aber ev. haben wir ja Glück und erwischen ein gutes Board Und sonst kann man immer noch auf ein besseres Steuer-PCB upgraden.
Hm, die Software kostet 60$ und läuft nur auf Windows… Könnte man die auch parallel mit einem Raspi betreiben? Der Arduino kann bestimmt via Seriell-Port oder so angesteuert werden?
Das verlinkte Board ist ja kaum mehr als ein Adapter, die Software läuft ja auf einem Arduino Uno. Von denen habe ich noch 2-3 originale bei mir. Das nächste sind dann die Treiberstufen für die Schrittmotoren. Ich habe da aber wenig Bedenken, dass wir das zu laufen kriegen
Ja, die Software kostet etwas, aber kann auch einiges! Hier Uncle Phil:
Selbstverständlich bin ich offen für andere Lösungen =) Schlussendlich soll die Fräse so einfach wie möglich zu bedienen sein.
Edit: Im Gegensatz zu einem 3D-Druck-File ist das Fräsen eine etwas komplexere Angelegenheit. Wenn mehrere Fräser im Einsatz sind und die Haltebrücken im Werkstück definiert werden müssen etc. ist ein GUI einfach sehr angenehm.
Von einem Verwandten, der sich so ein Mostly Printed CNC gebaut hat, habe ich folgende Tipps erhalten, für falls man die 3D-gedruckten Teile selbst produziert:
Druckbett des 3D-Druckers präzise nivellieren
auf Winkligkeit achten (ich glaube das heisst, dass die Bewegungs-Achsen des Druckkopfs und der Druckplatte möglichst präzise 90°-Winkel haben müssen, damit das Resultat nicht verzerrt wird)
Mein 3D-Drucker ist selbstnivellierend… das hilft auf jeden Fall. Das mit dem Metall-Filament höre ich zum ersten Mal, dürfte aber eine gute Idee sein. Was ich bis anhin gelesen habe funktioniert das Teil auch gut mit PLA-Teilen.
Vielleicht ist das eine Idee für ein Upgrade? Will das Teil schliesslich ziemlich bald in Betrieb haben… Was auf jeden Fall interessant wäre, sind Bezugsorte für Komponenten… Mein Liste ist in Arbeit, wird bald mal gepostet
Metall-Filament wird deine Druckdüse abhobeln wie ein Stück Käse Falls du Metallfilament drucken willst, auf jeden Fall eine speziell gehärtete Düse verwenden!
Ich würde bei normalem PLA bleiben, mit genügend hohem Infill. Man kann kritische Teile immer noch neu drucken mit robusteren Materialien, wenn man später merkt dass das hilfreich gewesen wäre.
Ich hab mal eine kleine Abkürzung genommen und das Parts Bundle bestellt.
Zudem habe ich mit dem Druck der ersten Teile angefangen. Wie sehen die restlichen Kapazitäten aus? Ist der Drucker im Hackerspace ausgelastet?
Sonst würde ich mal eine Liste an Teilen machen, welche gedruckt werden könnten. Ich will einfach keine Regenbogenfarbige Maschine, daher können wir nicht beliebig mischen. Ich drucke die teile in stylischem Orange
Nein, überhaupt nicht. Ich kann gerne ab und zu einen Druck starten.
Ich glaube wir haben auch noch eine Rolle Orange. Willst du mal Farben vergleichen? Oder machen wir die Teile 2farbig? Dann müsste man einfach entscheiden welche Farbe für welches Teil verwendet wird.
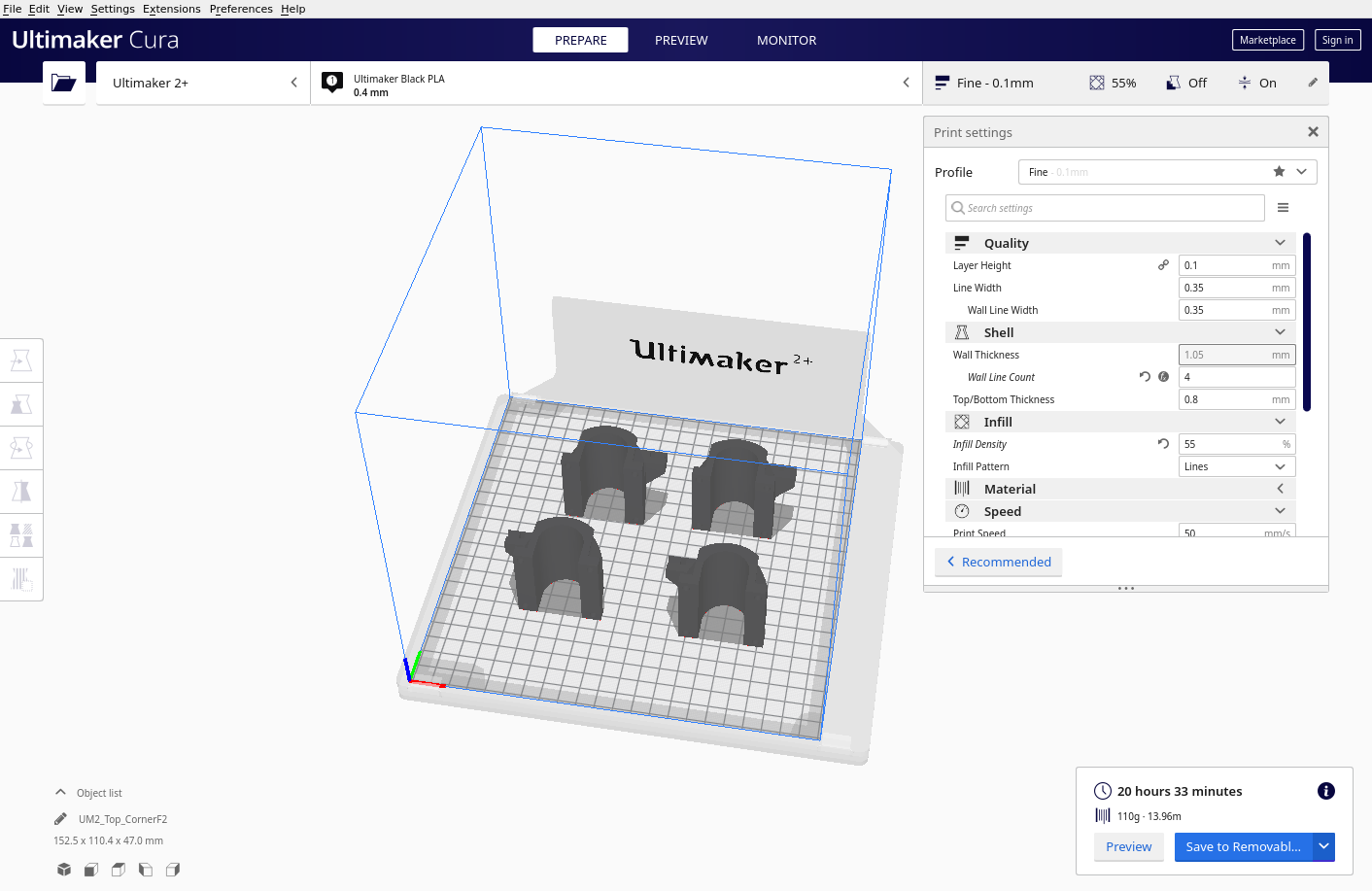
Leider habe ich in den frühen Morgenstunden einen Druck gestartet und das Teil nicht korrekt orientiert…
Überhänge mit 90° drucken sich leider ziemlich schlecht Dabei sind die Teil so designed, dass kein Support benötigt würde. Naja, once again. Mein Filament ist unterdessen angekommen, das ist zumindest kein Problem mehr
Bei unserem Ultimaker hat’s dafür beim letzten Druck irgend eine Verstopfung gegeben, er hat die ganze Nacht lang ins Leere gedruckt Jetzt scheints aber wieder sauber zu laufen:
Soo, nachdem wir ja Monate auf Teile gewartet haben und dann noch umgezogen sind, hat sich das Projekt leider verzögert. Trotzdem geben wir nicht auf! Am Samstag konnte ich anfangen die MPCNC zusammenzubauen. Dabei lief eigentlich alles wie am Schnürchen. Beim Vermessen musste ich dann feststellen, dass nicht alles ganz i.O. ist. Erst mal ein Eindruck:
Leider stimmt der Winkel der Gantry nicht. Nach einigen Versuchen zu Richten, habe ich alles nochmals demontiert und die Teile ausgemessen. Dabei sah ich, dass die XYZ_F_Burly, welche die Struktur vorgeben nicht ganz rechtwinklig sind.
Der Winkelfehler ergibt einen Versatz von ca. 4mm auf die ganze Breite, was leider zu viel ist, auch für die Motoren, um auszugleichen. Daher drucke ich die Teile nochmals neu und hoffe das Beste.
Weiter gibt es folgendes zu tun:
Montage der Endschalter, inkl. Drucken der Halter
Bessere Riemenmontage mit Riemenspanner
Verkabelung der Motoren: Schleppketten!
Elektronik: Box für Arduino mit RAMPS
Drucken Spindelhalterung
Dann wäre anschliessend die Funktionskontrolle auf dem Plan.


 Falls du Metallfilament drucken willst, auf jeden Fall eine speziell gehärtete Düse verwenden!
Falls du Metallfilament drucken willst, auf jeden Fall eine speziell gehärtete Düse verwenden!



 Dabei sind die Teil so designed, dass kein Support benötigt würde. Naja, once again. Mein Filament ist unterdessen angekommen, das ist zumindest kein Problem mehr
Dabei sind die Teil so designed, dass kein Support benötigt würde. Naja, once again. Mein Filament ist unterdessen angekommen, das ist zumindest kein Problem mehr  Jetzt scheints aber wieder sauber zu laufen:
Jetzt scheints aber wieder sauber zu laufen: